¶ 打印机屏幕操作指南
主页屏幕按钮的功能依次为:
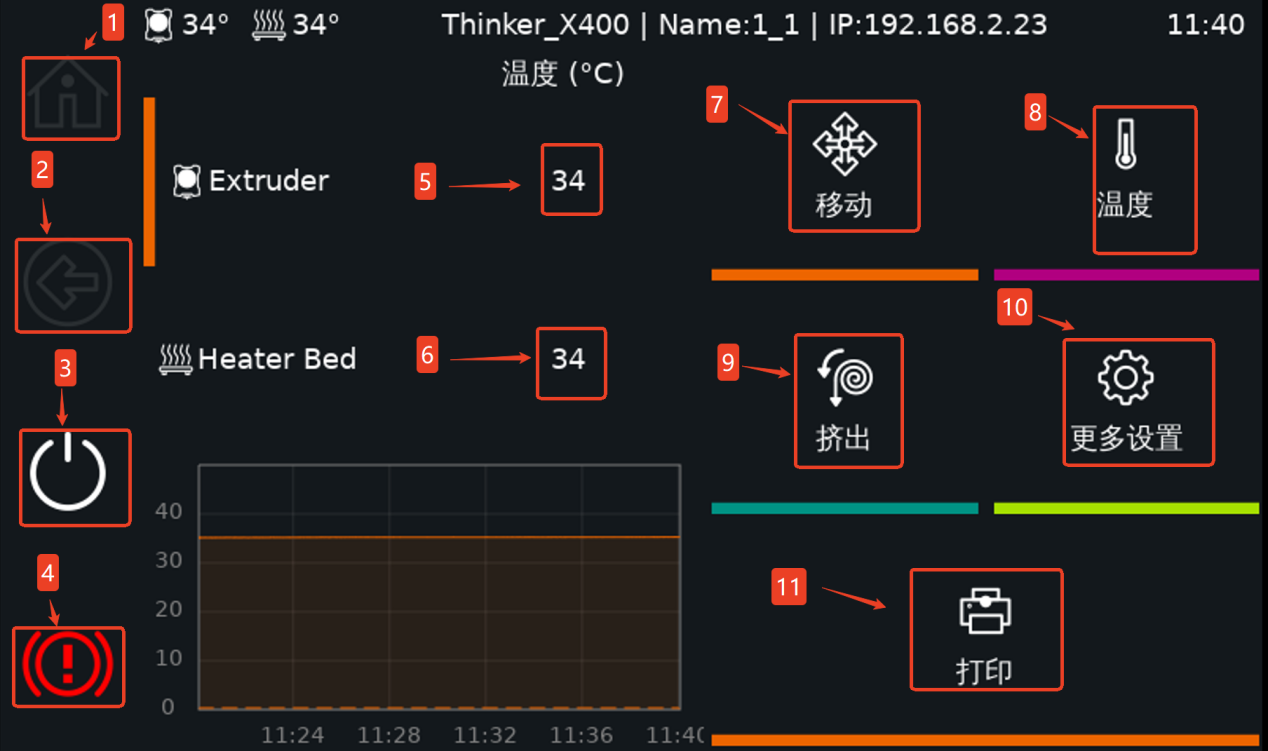
1.主页
①(点击回到主页面)如图

2.返回上一级
②.点击返回上一级,如图

3.关机
③.点击可选择是否关闭系统,如图
注意:若在此关机屏幕则需再拍击打印机右侧的紧急开关,这样下次使用的时候只需再旋拧紧急开关即可。
此关机按钮是为了降低机器出现故障的风险,类似于U盘的热插拔。
当然,您也可以直接拍击机器右侧的紧急开关直接进行关机。
我们只是建议您进行上述操作来关闭打印机。
4.紧急停止
④.点击此按钮将停止打印机工作,如图

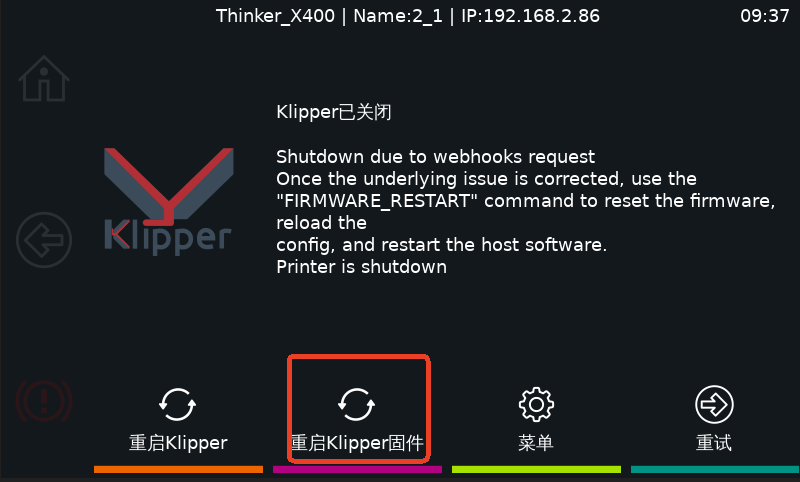
点击之后,等待一会,就可以回到主界面
5.喷嘴温度设置
⑤.点击输入数值,设置喷嘴温度
如图
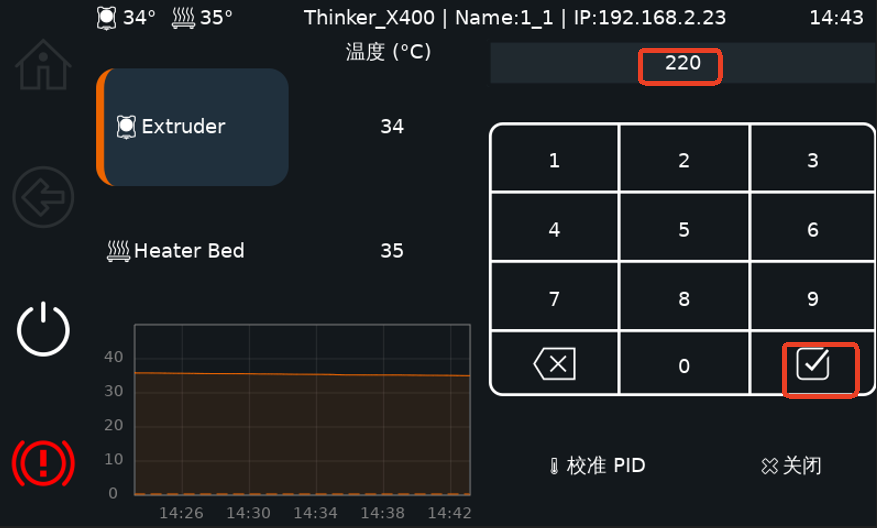
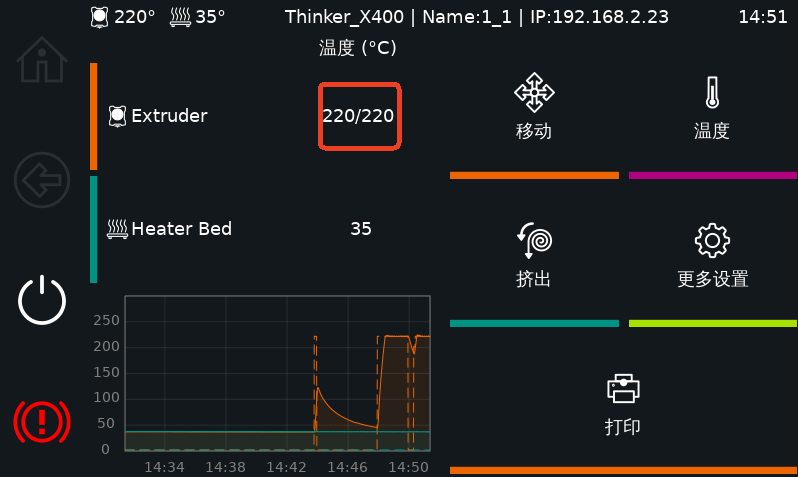
注意:喷嘴温度上限为300℃
6.热床温度设置
⑥.点击输入数值,设置热床温度,如图
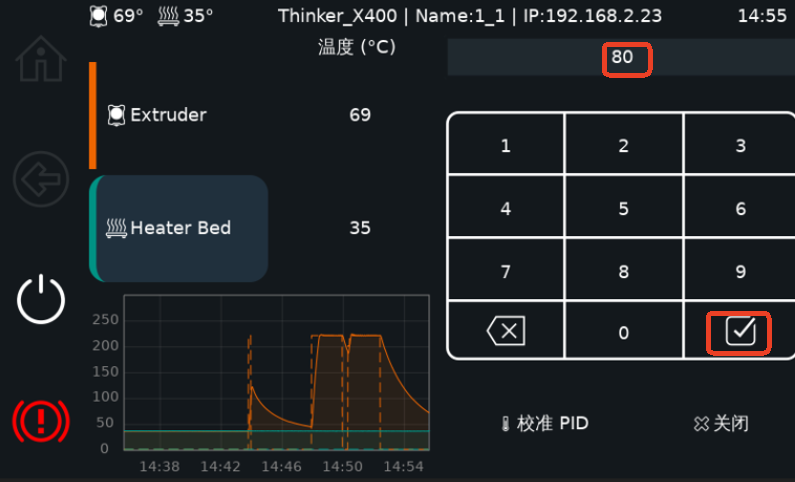
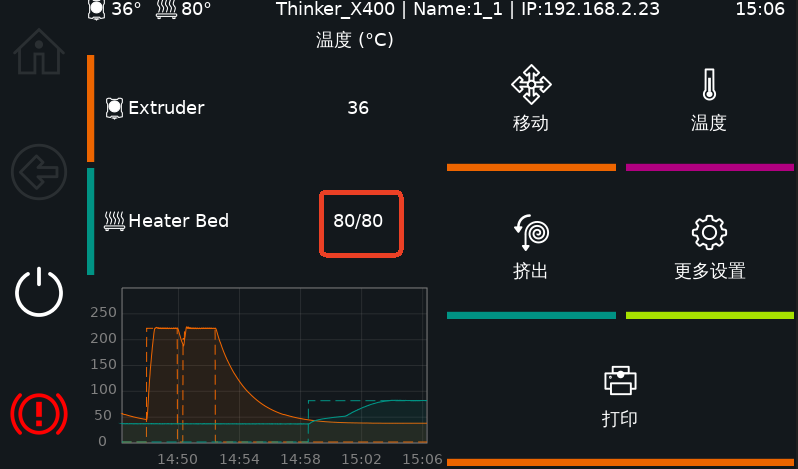
注意:热床温度上限为120℃
7.移动
⑦.点击跳转到移动界面
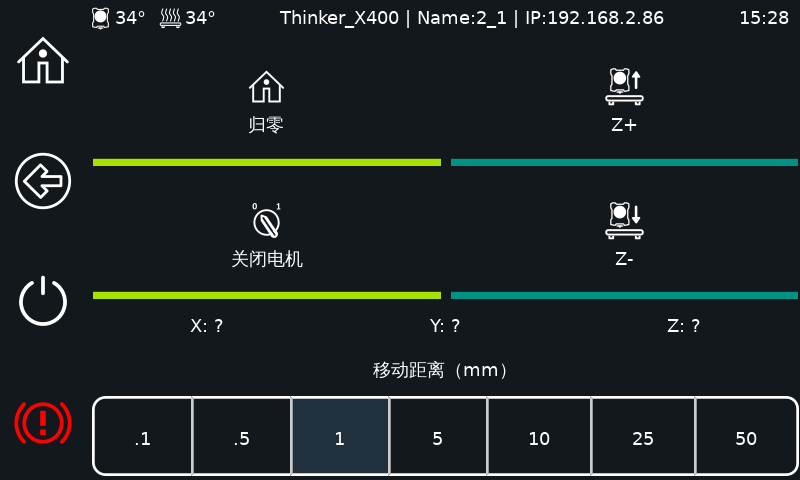
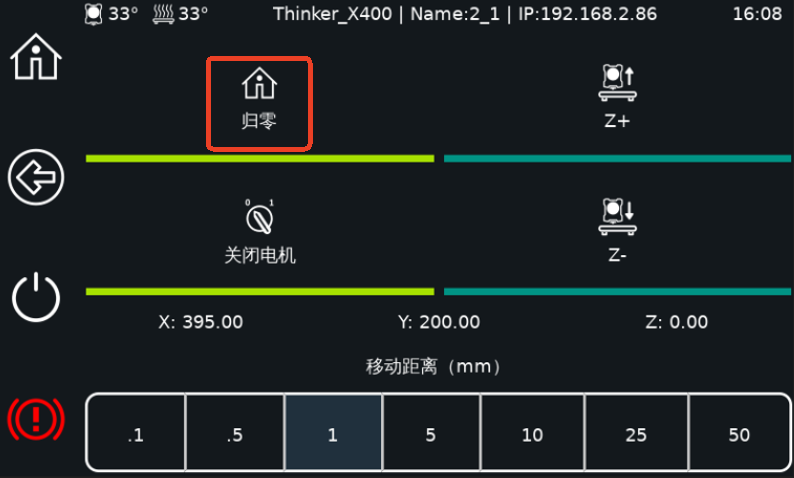
归零(点击跳转到归零界面)
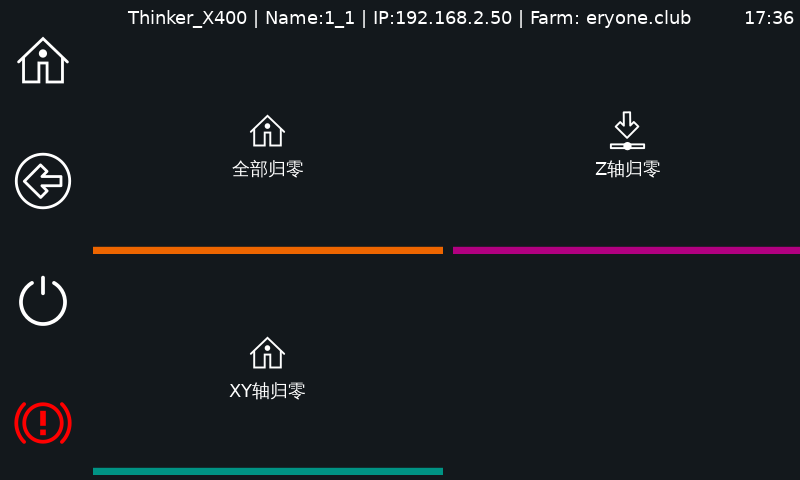
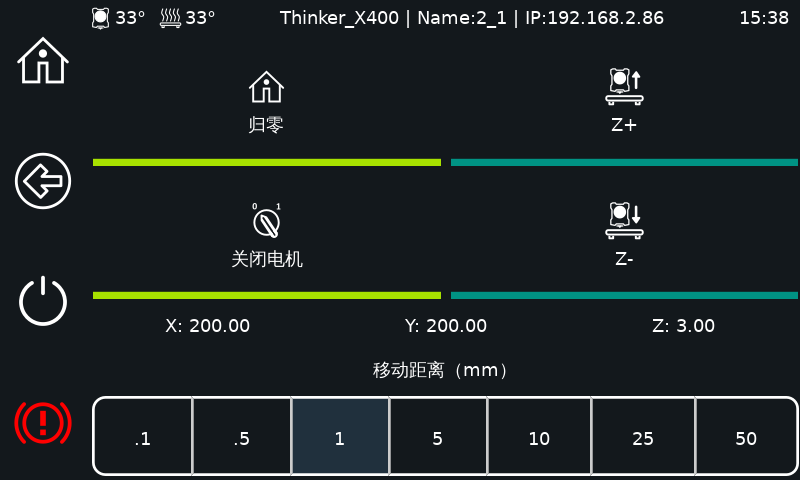
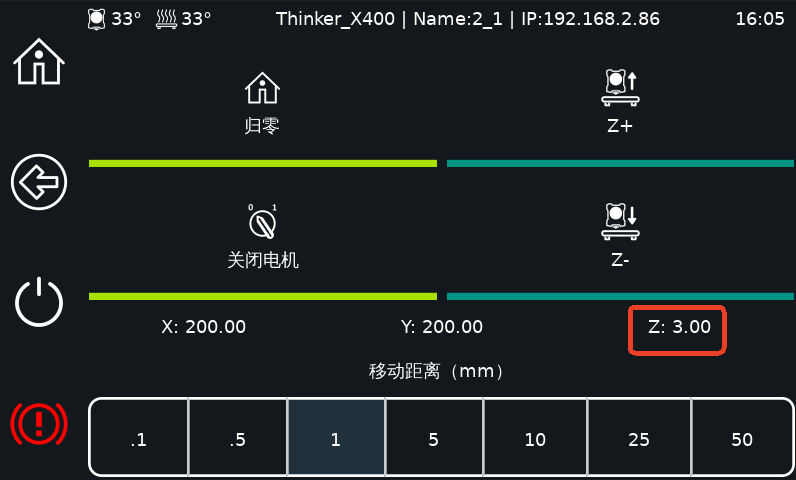
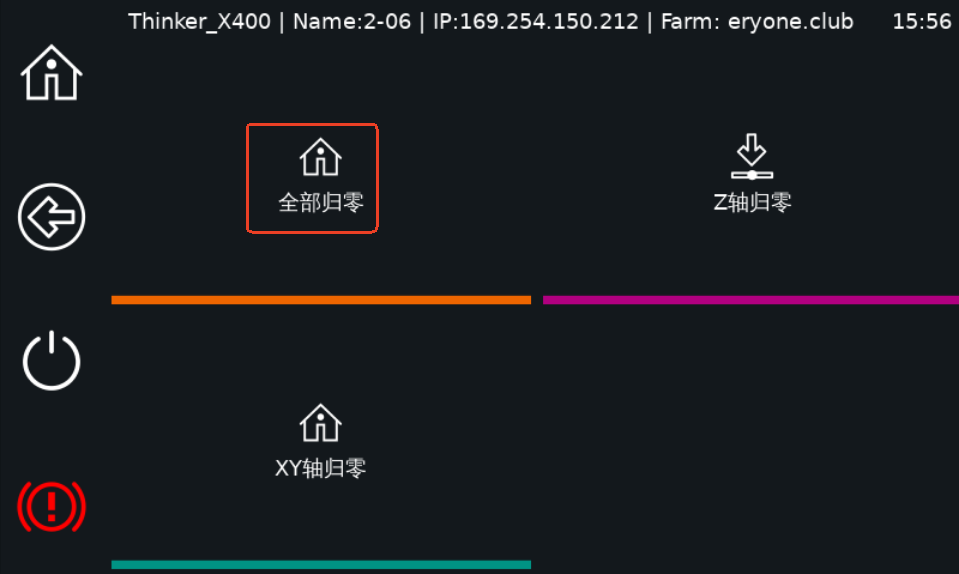
全部归零:点击之后X、Y、Z轴将恢复到默认数值
(X:200 Y:200 Z:3)
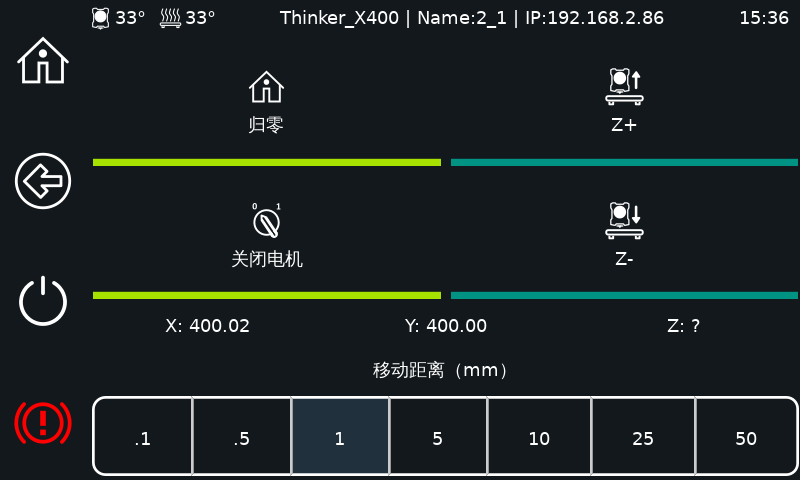
XY轴归零:点击XY轴归零XY轴将会恢复的到默认数值
(X:400.02 Y:400 Z:? )
Z轴归零:Z轴恢复到默认值(X:200 Y:200 Z:3),只有先进行XY轴调零才能进行Z轴调零
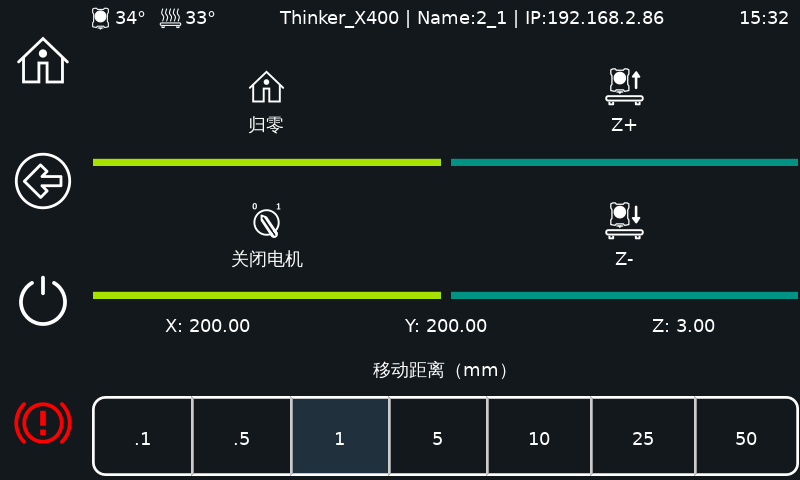
注意:上述操作,若两分钟期间无其他指令,打印机将自动关闭电机(关闭电机:点击关闭后即可手动移动挤出机X、Y轴方向)
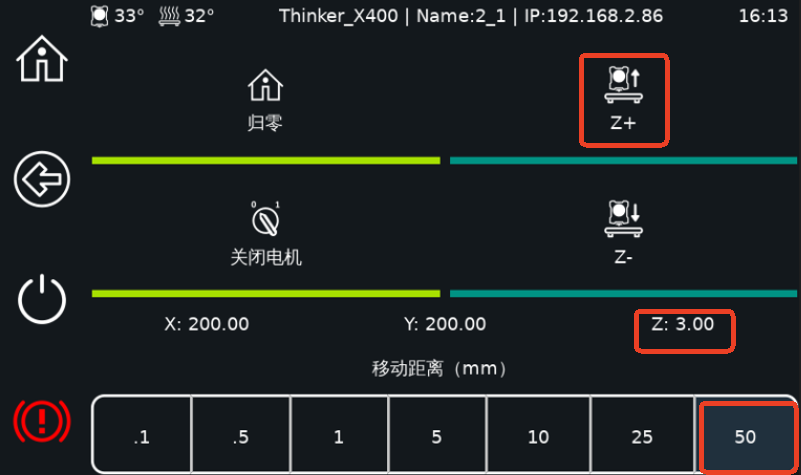
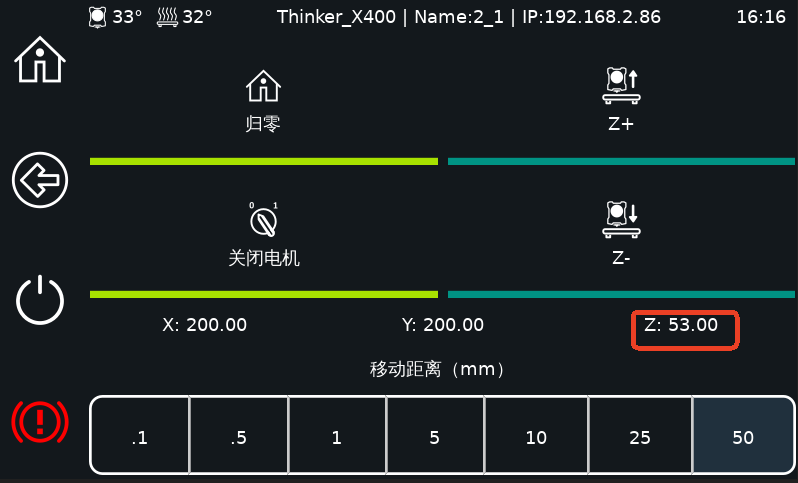
Z+:点击下方数值,再点击Z+,挤出机将向上抬升高度

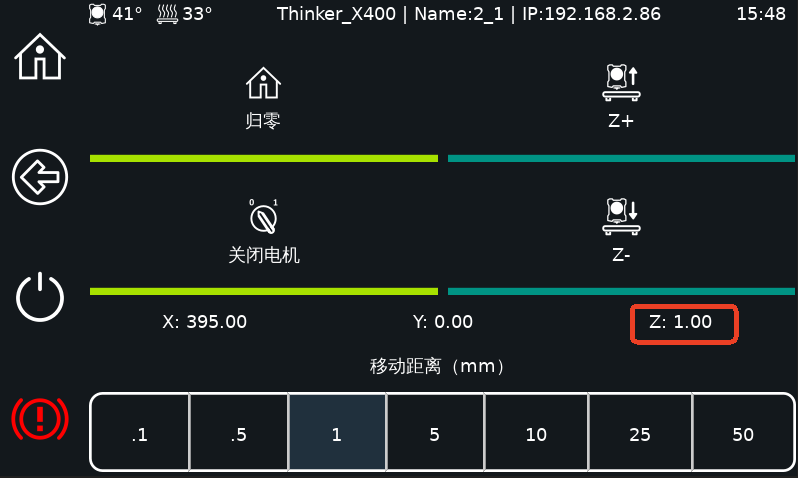
Z-:点击下方数值,再点击Z-,挤出机将向下降低高度

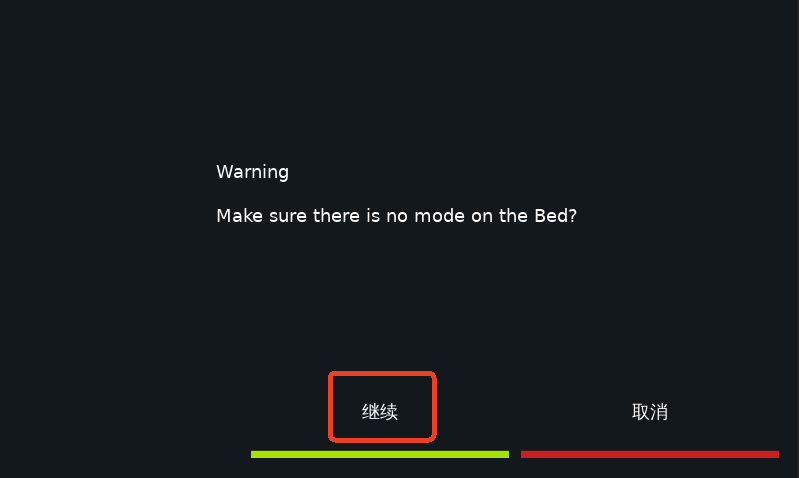
注意:如果需要调整为挤出机的升高设定值,请先执行归零操作,然后点击“全部归零”即可,如图
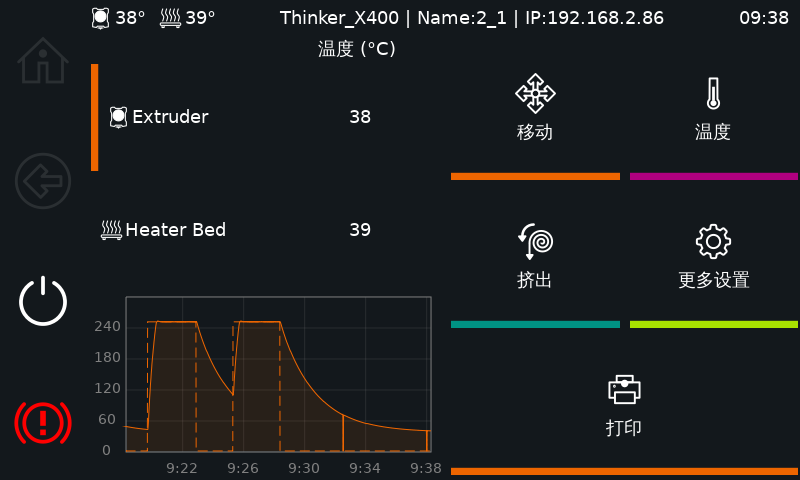
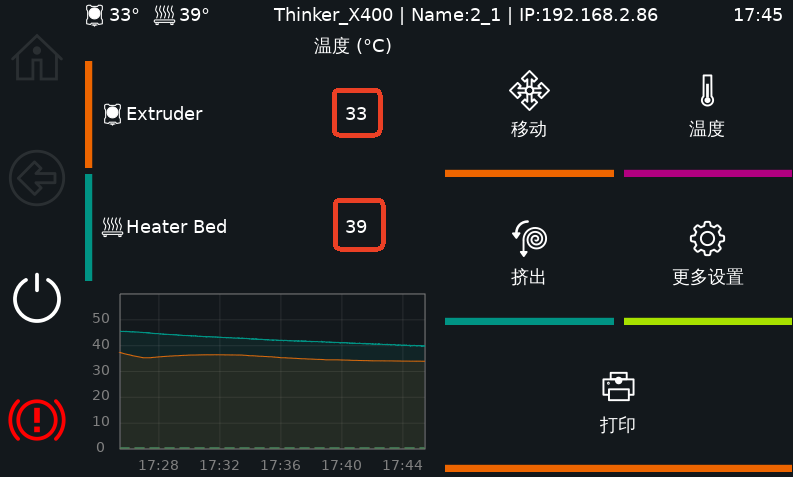
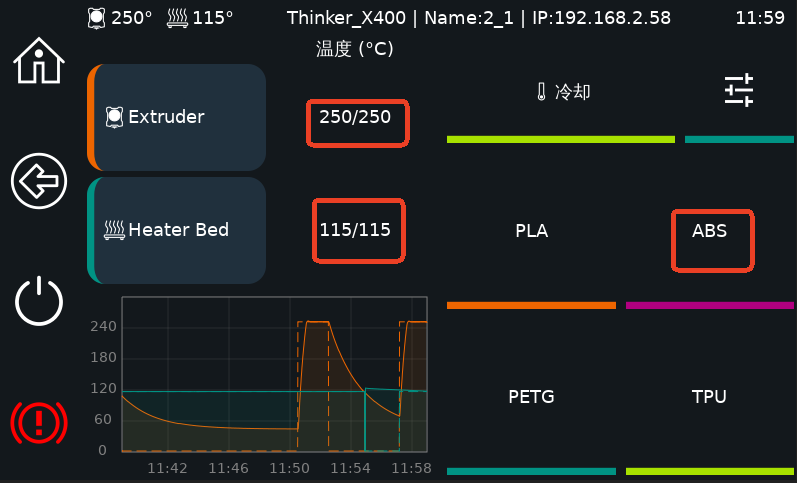
8.温度
⑧.点击温度将跳转到温度界面
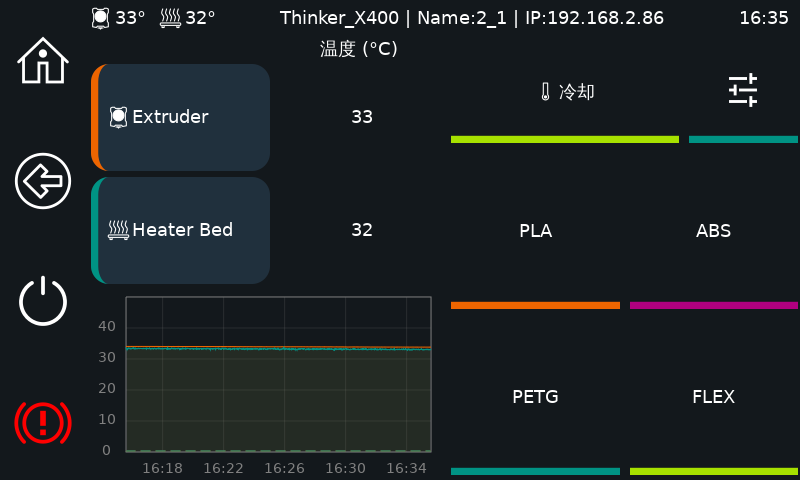
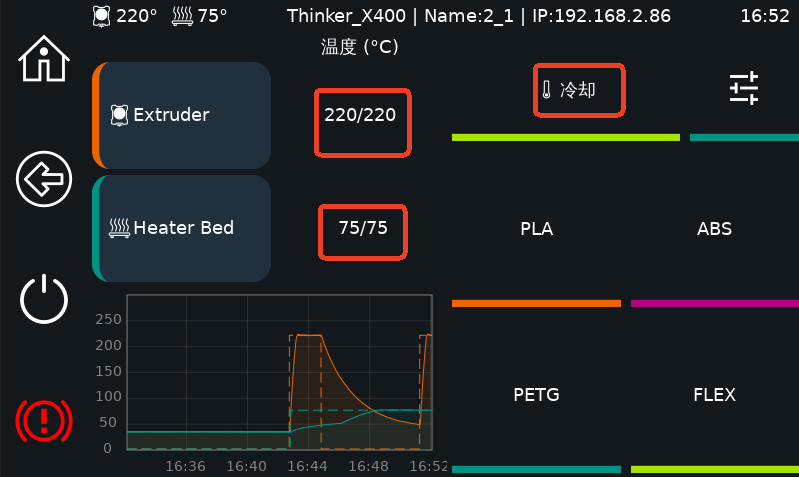
冷却:点击之后喷嘴和热床温度将会缓慢降到环境温度
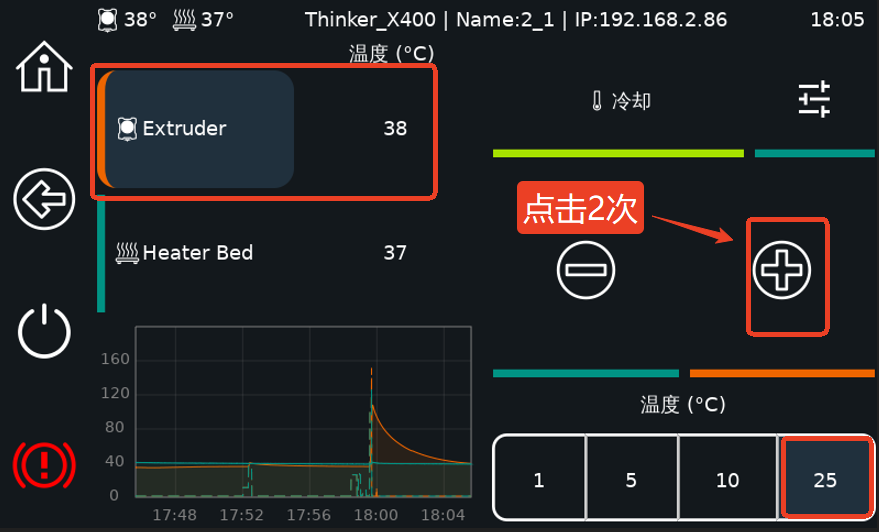
 :调整喷嘴和热床的温度(选中你要调节的温度,在右下方选择您需要调整的数值,最后在点击“+”“-”符号即可)
:调整喷嘴和热床的温度(选中你要调节的温度,在右下方选择您需要调整的数值,最后在点击“+”“-”符号即可)
例如:把喷嘴加热到50℃,则需要点击2次“+”符号
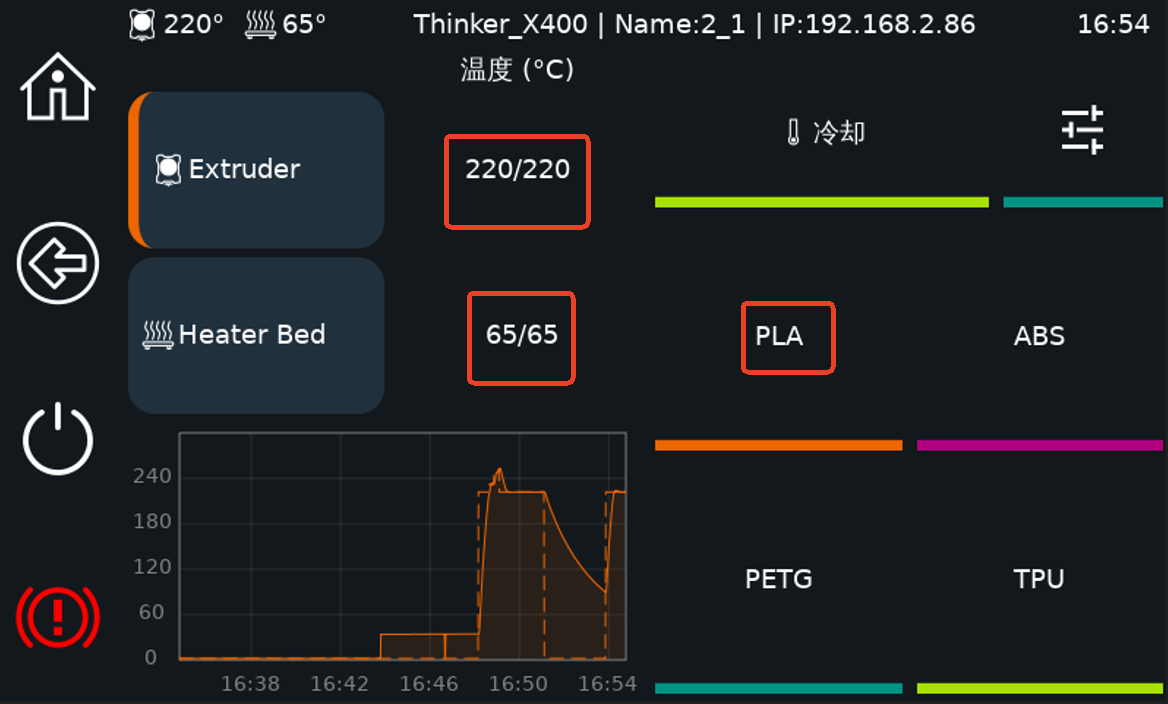
PLA:喷嘴加热到220℃,热床加热到65℃
ABS:喷嘴加热到250℃,热床加热到115℃
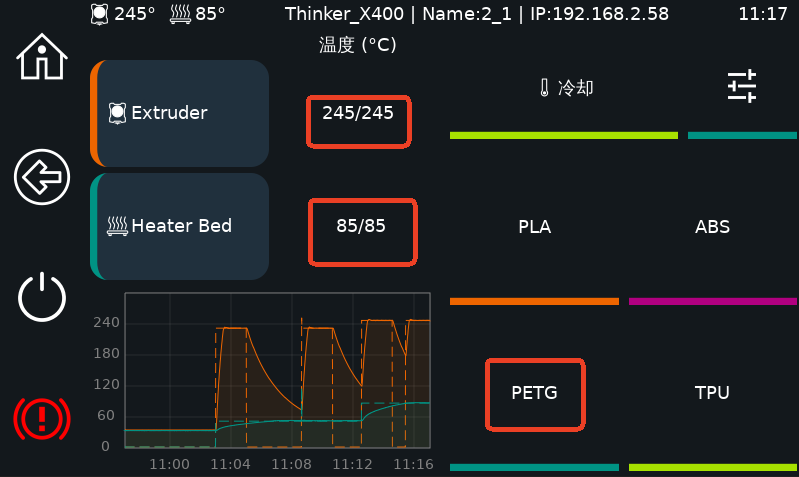
PETG:喷嘴加热到245℃,热床加热到85℃
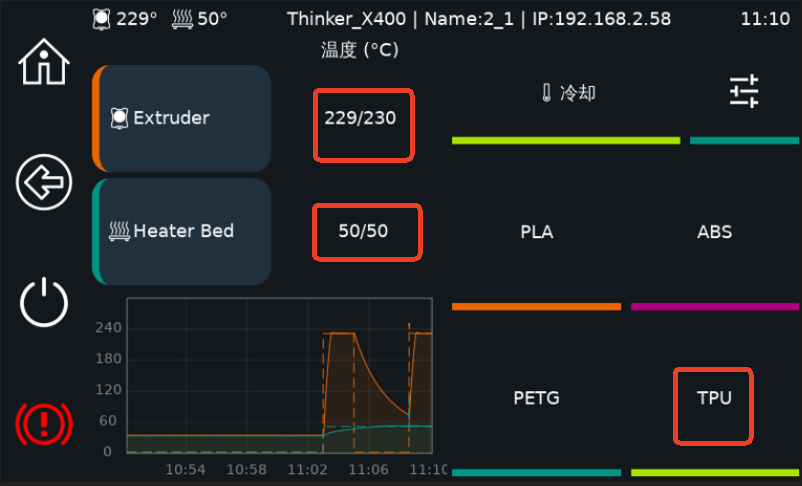
TPU:喷嘴加热到230℃,热床加热到50℃
9.挤出
⑨.点击“挤出”进入挤出界面
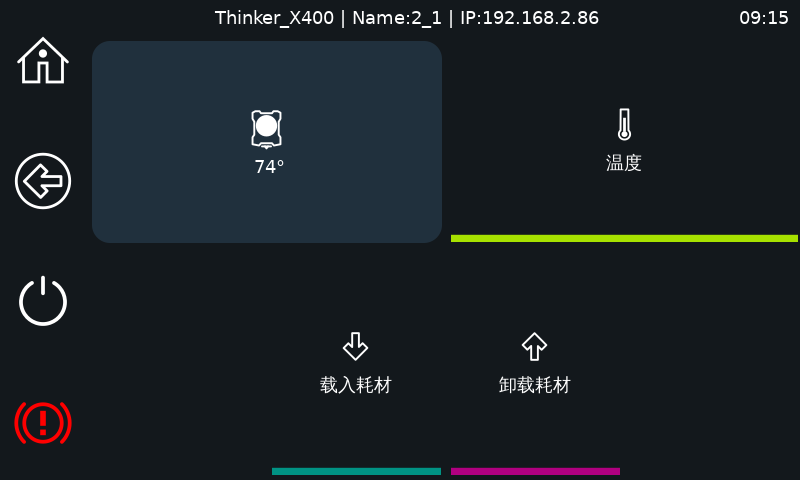
载入耗材:喷嘴加热到250℃,进行挤料指令

卸载耗材:喷嘴加热到250℃,进行退料指令

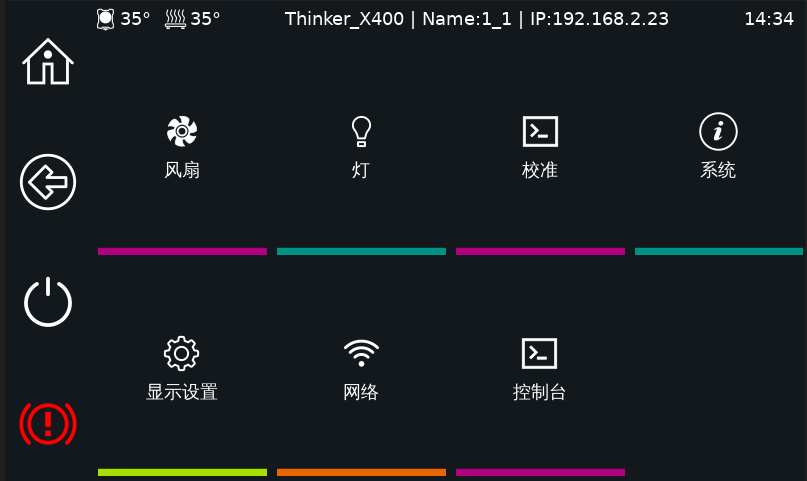
10.更多设置
⑩点击进入更多设置界面

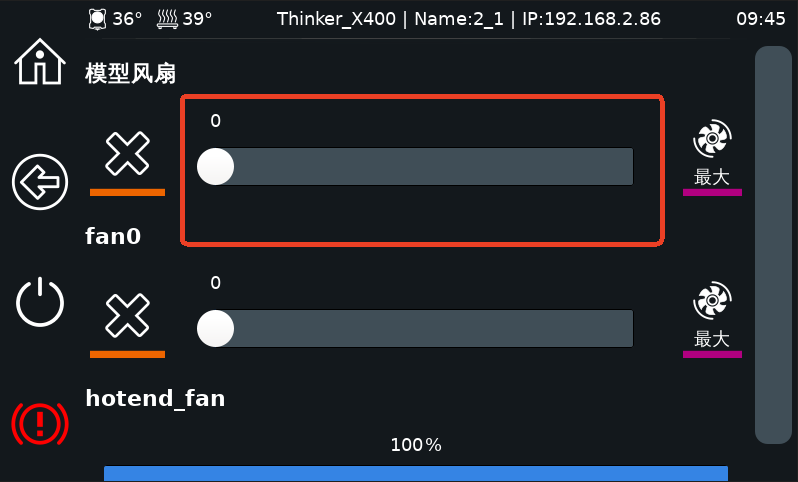
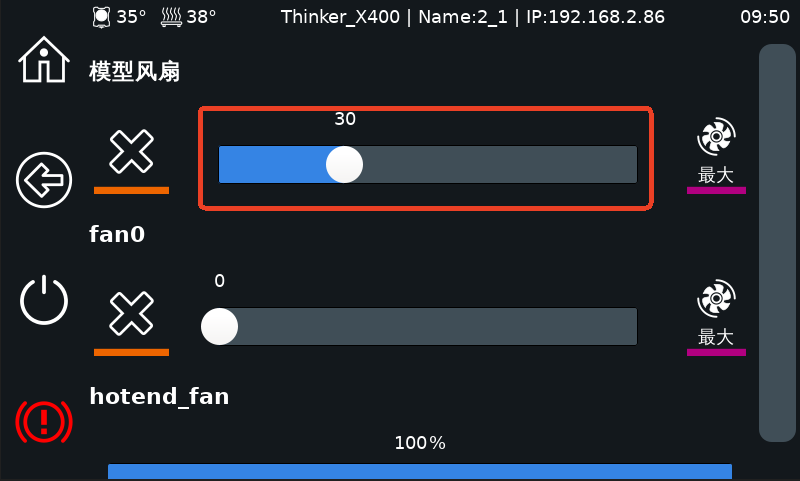
10.1 风扇
1.风扇:滑动调整风速大小
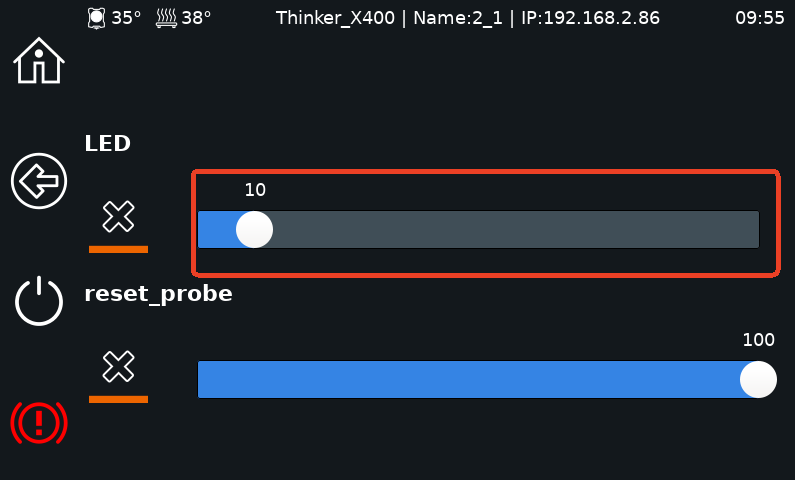
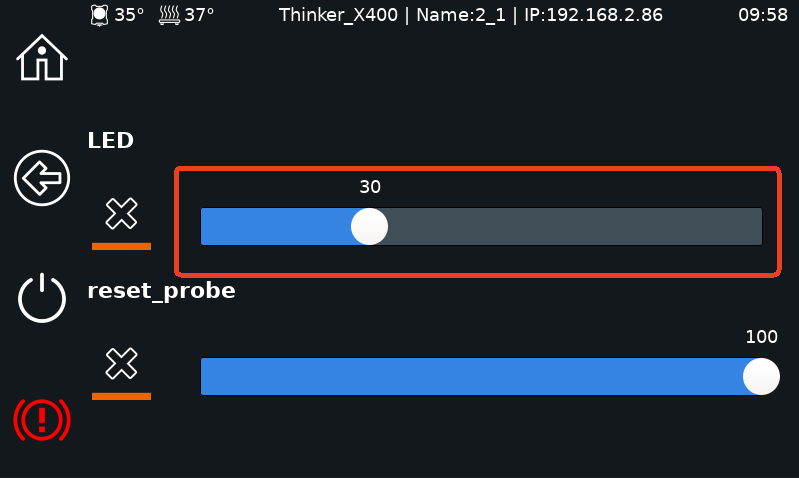
10.2 灯
2.灯:滑动调整LED灯亮度
10.3 校准
校准:点击进入到校准界面
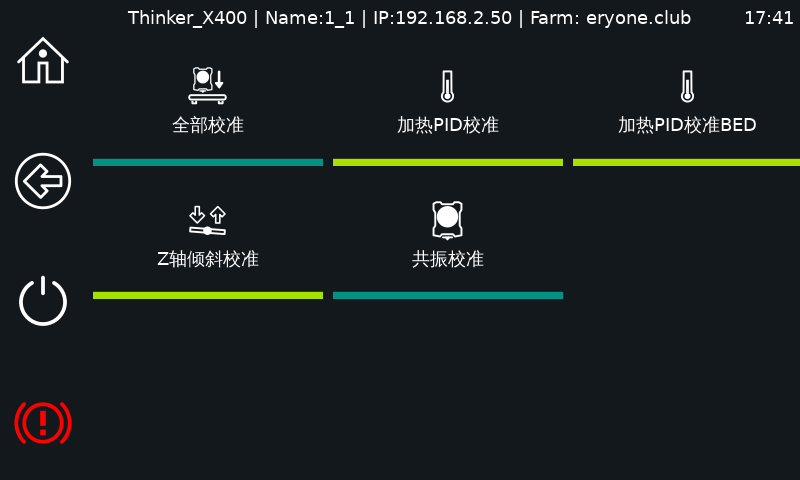
全部校准:点击将进行共振校准、加热PID校准、加热PID校准BED和Z轴倾斜校准测试
加热PID校准:对喷嘴挤出温度的校准测试,当挤出温度不稳定时可进行校准
加热PID校准BED:稳定热床温度的校准测试,当热床不稳定的时候可进行校准
Z轴倾斜校准:喷嘴探测PEI金属板高度的Z轴调平测试
共振校准:对X、Y轴进行共振测试,当打印模型的振纹明显时,可以进行校准
10.4系统
更新固件:接入网络后,可以在此界面进行更新固件
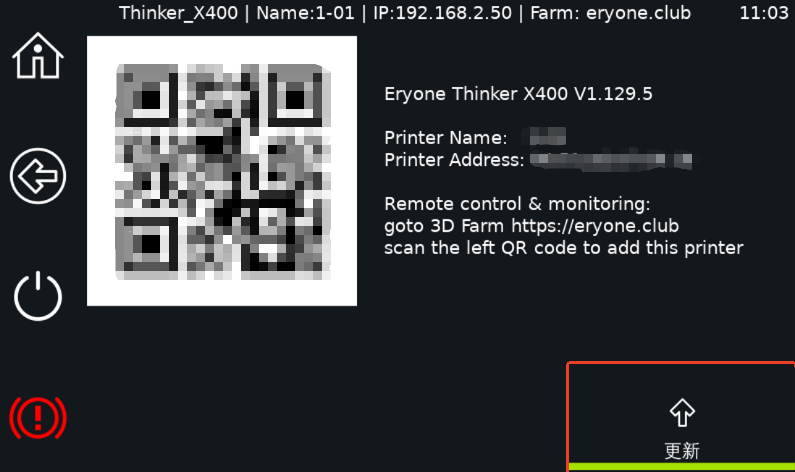
更新固件大概需要5-10分钟
点击之后等待5-10分钟,完成更新
注意:更新固件后,返回主界面时会出现重新启动打印机的提示框,重启后的系统为最新版,否则版本仍将保持为之前的状态。
10.5 显示设置
-
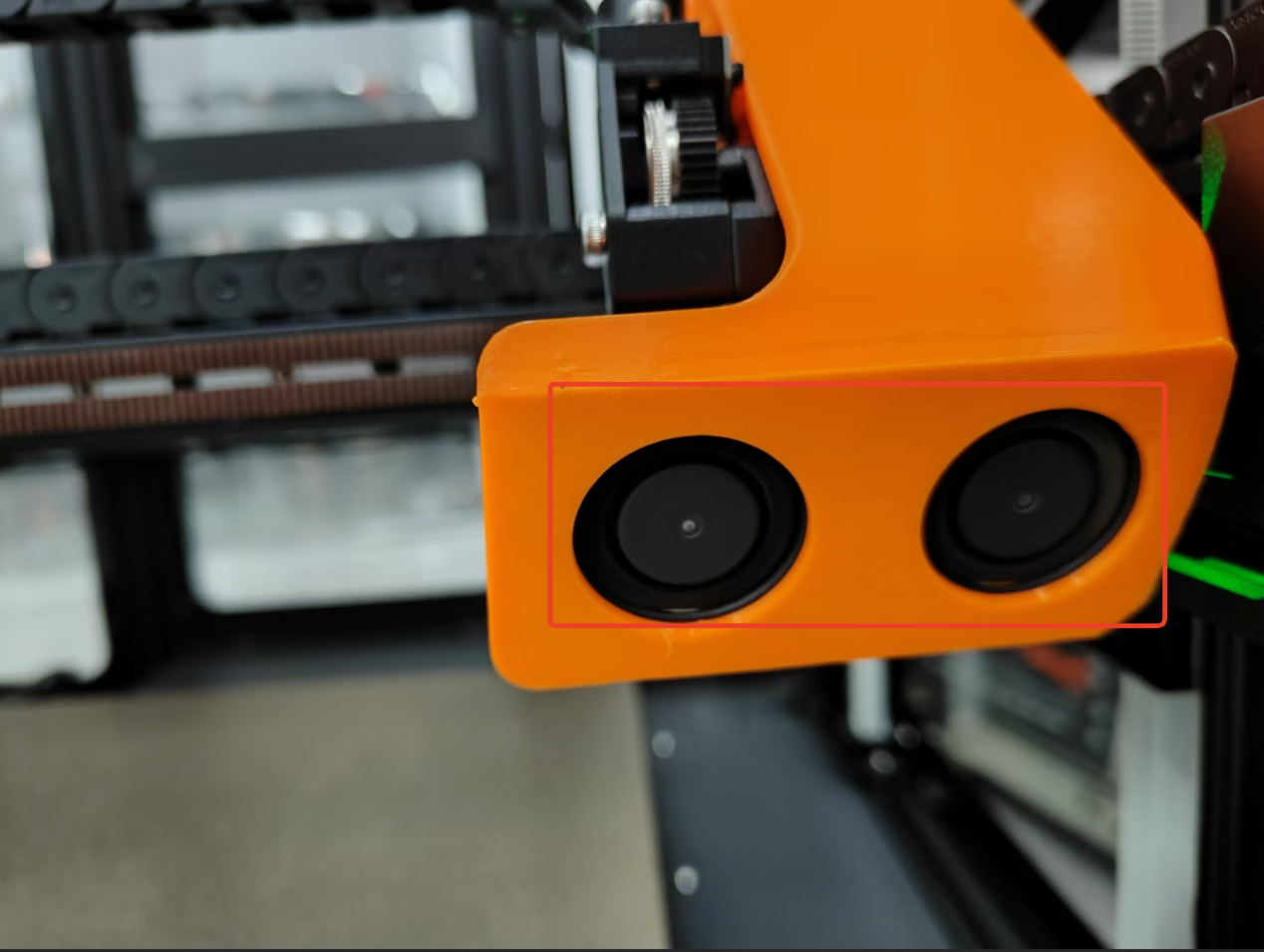
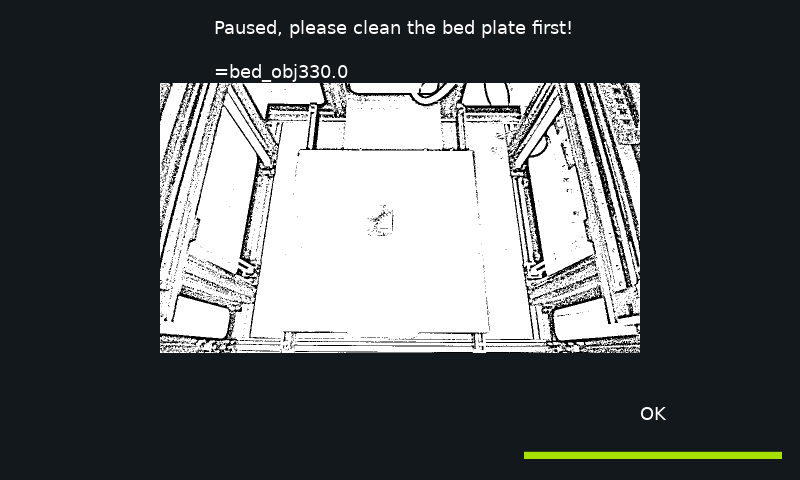
AI Camera:当PEI金属板上的模型未被取走,打印机开始新的打印任务时,AI Camera可以通过摄像头识别到模型并暂停打印任务,同时打印机屏幕上会出现此模型图片

-
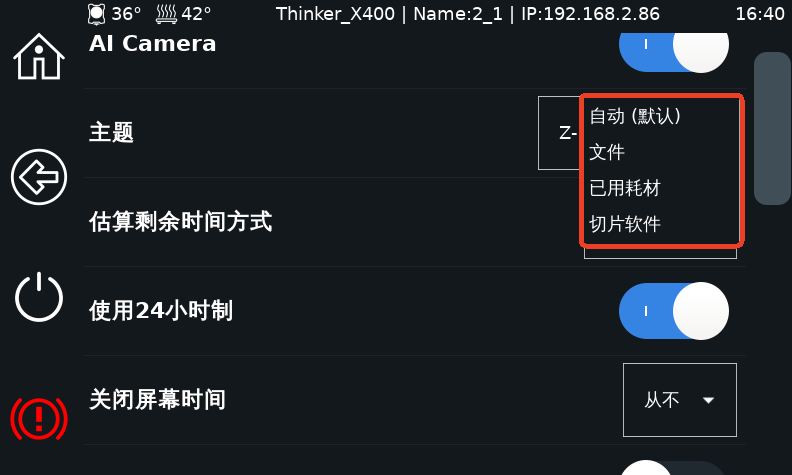
估算剩余时间方式:有“自动”“文件”“已用耗材”“切片文件”.4种计算方式来预测剩余打印时间
-
使用24小时制:采用一天24小时制来显示时间
-
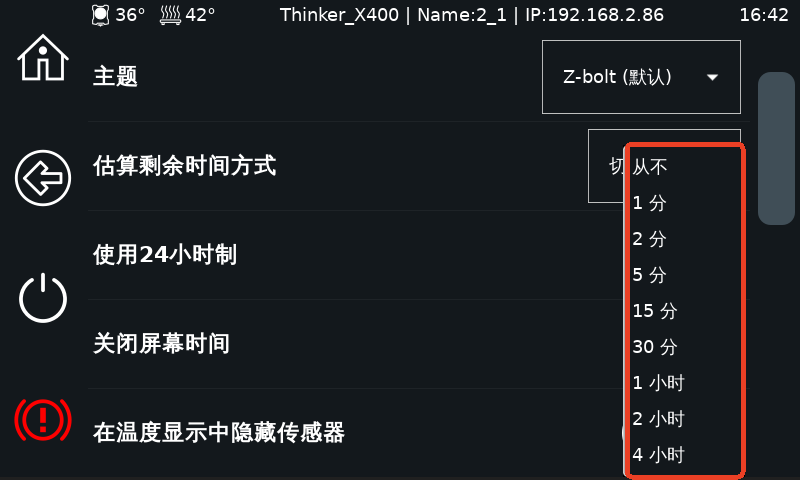
关闭屏幕时间:可选择屏幕休眠时间
-
字体大小:更改字体大小
-
屏幕省电管理系统:打开LCD会自动黑屏待机
-
打印机连接:每个LCD可添加多台网络打印机
-
显示侧边栏宏按钮:显示侧边栏关机按钮

-
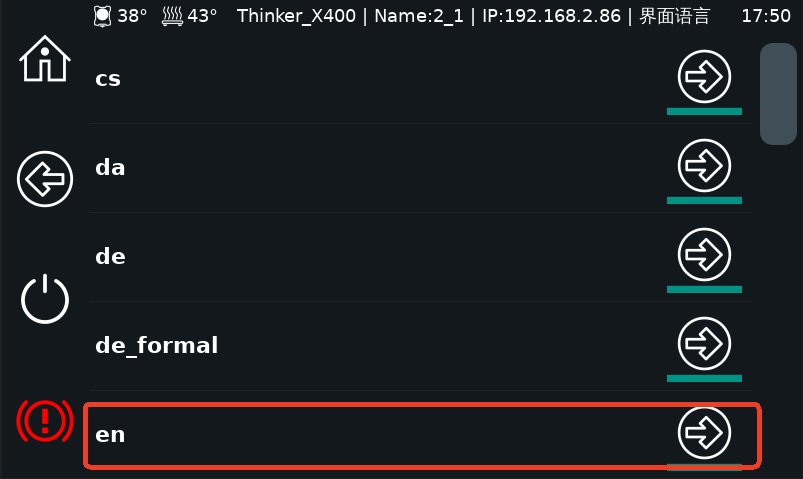
界面语言:根据自身偏好选择界面语言
例如:英语
-
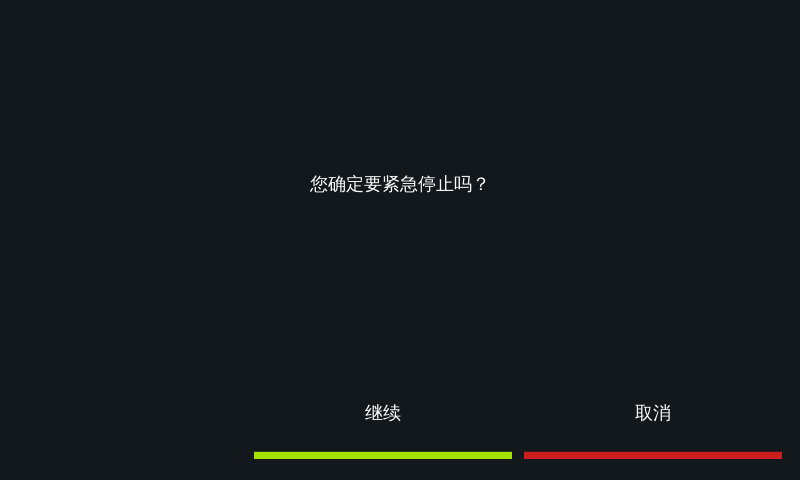
紧急停止需确认:开启后点击紧急停止按钮将收到弹窗提示
10.6 网络设置
在装有天线的情况下可以检索到无线信号(此信号只能接受2.4G的网络)
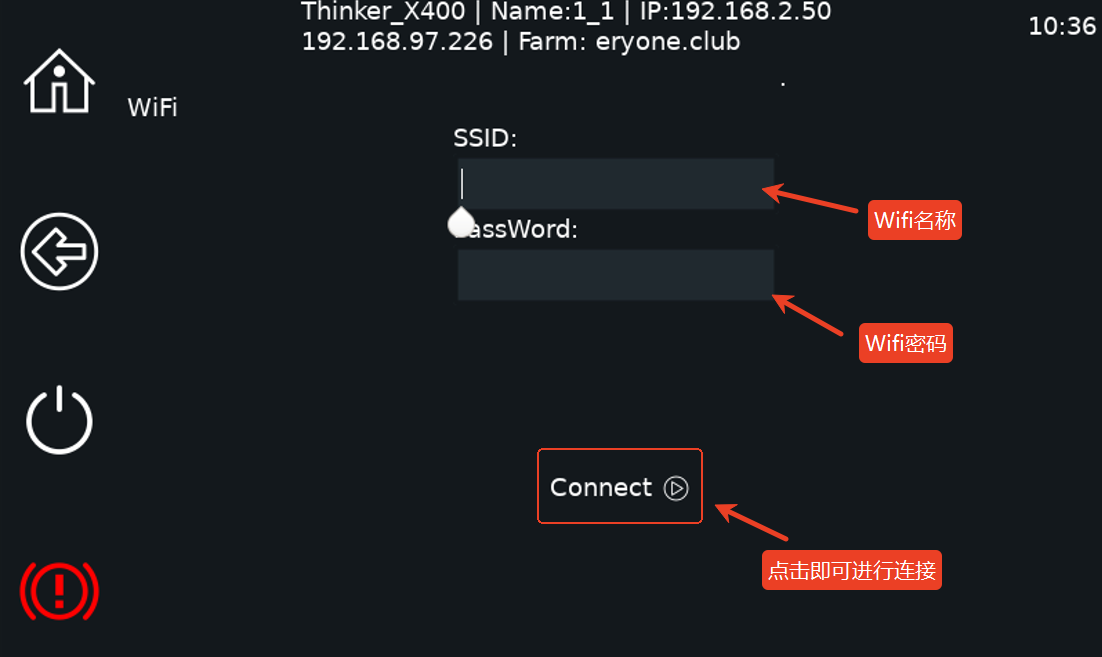
注意:Wifi名称无法输入中文汉字
10.7 控制台设置
可以看到打印的详细的信息及指令
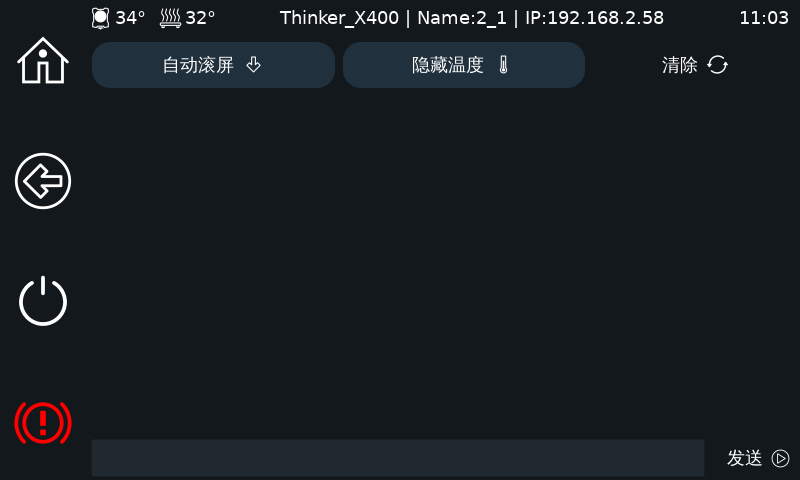
例如:
“G28”:全部归零
“BED_MESH_CALIBRATE”:热床校准
“UNLOAD_FILAMENT”:卸载耗材
“LOAD_FILAMENT”:装载耗材
修改机器名称:“N+你想要的名称”
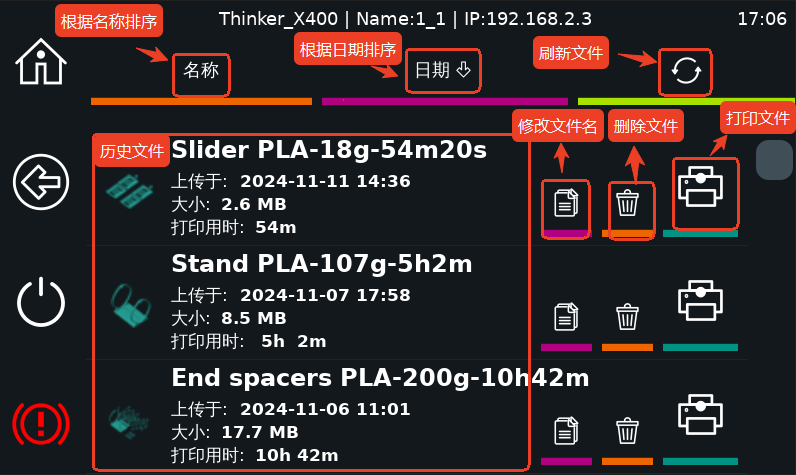
11.打印
⑪(点击跳转到打印缓存界面)